

 Deutsch
Deutsch English
English Italiano
Italiano
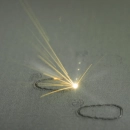
































3D-Druck mit Metallen
Beim selektiven Laserschmelzen wird Metallpulver zu einem festen Gegenstand verschmolzen. Unsere Anlagen sind technisch immer auf dem neuesten Stand und erreichen höchste Detailgenauigkeit. Sie können Objekte aus Edelstahl, Werkzeugstahl, Aluminium, Inconel, CobaltChrom und Kupfer produzieren lassen. Unser Kupfer aus dem 3D Drucker ist elektrisch hoch leitfähig und eröffnet neue Einsatzgebiete, zum Beispiel in der metallverarbeitenden Industrie. Alle 3D-gedruckten Produkte aus Metall sind mediendicht und weisen eine hohe Stabilität auf, die sie für den industriellen Einsatz qualifizieren. Abhängig vom Material können Sie bei uns bereits Wanddicken ab 0,3 mm umsetzen lassen.
Mehr über selektives Laserschmelzen erfahren
.png)
Metalle für das selektive Laserschmelzen
In der folgenden Tabelle finden Sie einige der Metalle, die wir derzeit im selektiven Lasersschmelzen (SLM, PBF-LB/M) auf protiq.com anbieten – inklusive einiger ausgewählter Materialkennwerte.
Bitte beachten Sie: Die Tabelle wird nicht automatisch aktualisiert und stellt daher nicht zwingend die vollständige oder aktuellste Materialauswahl dar. Da wir das Angebot auf dem PROTIQ Marketplace kontinuierlich weiterentwickeln und um neue Materialien erweitern, können sich Änderungen jederzeit ergeben. Bitte beachten Sie zudem, dass die Materialkennwerte abhängig vom Fertigungspartner variieren können.
Die verbindlichen Informationen sowie das gesamte aktuelle SLM-Portfolio finden Sie im Bestellprozess, nachdem Sie Ihre 3D-Daten auf unserer Startseite hochgeladen haben. Dort stehen Ihnen auch die jeweils gültigen technischen Datenblätter zur Verfügung.
|
Materialbezeichnung |
Dichte |
Zugfestigkeit |
Streckgrenze |
Bruchdehnung |
Härte |
Wärmeleitfähigkeit |
Besonderheiten |
|
Aluminium (AlSi10Mg) |
2,67 g/cm³ |
410 ± 20 MPa 340 ± 20 MPa (wärmebehandelt) |
250 ± 20 MPa 220 ± 10 MPa (wärmebehandelt) |
6 ± 2% (wie gebaut) 7 ± 2% (wärmebehandelt) |
120 HBW |
103 ± 5 W/(m*K) |
|
|
CobaltChrom (CoCrW) |
8,6 g/cm |
1030 MPa (wärmebehandelt) |
635 MPa (wärmebehandelt) |
10% (wärmebehandelt) |
14 W/m*K |
||
|
CuCr1Zr |
8,8 – 8,9 g/cm³ |
220 ± 30 MPa (wärmebehandelt) |
170 ± 20 MPa (wärmebehandelt) |
25 ± 5% (wärmebehandelt) |
265 W/(m*K) |
Längere Standzeit, Bessere Kontrolle des Induktions-vorgangs, Kürzere Zykluszeiten |
|
|
Edelstahl (CX) |
7,7 g/cm³ |
1080 MPa 1730 ± 10 MPa (wärmebehandelt) |
840 MPa 1.660 ± 10 (wärmebehandelt) |
14% (wie gebaut) 6% (wärmebehandelt) |
50 HRC |
||
|
Edelstahl 1.4125 |
7,80 g/cm3 |
1249 MPa |
924 MPa |
3,6 % |
63 HRC (wärmebehandelt) |
24;2 W/mK |
Harter Messerstahl |
|
Edelstahl 1.4404 |
7,9 g/cm³ |
670 ± 50 MPa |
570 ± 50 MPa |
Min. 30% |
85 HRB |
15 W/m*K |
|
|
Edelstahl 1.4540 |
7,7 g/cm³ |
1.200 ± 50 MPa (wie gebaut) Min. 1.340 MPa (wärmebehandelt) |
950 ± 150 MPa (wie gebaut) Min. 1.200 MPa (wärmebehandelt) |
17 ± 4% Min. 10% (wärmebehandelt) |
30 – 35 HRC Min. 40 HRC (wärmebehandelt) |
13,7 ± 0,8 W/(m*K) 15,7 ± 0,8 W/(m*K) (wärmebehandelt) |
|
|
Edelstahl 1.4542 |
7,7 – 7,8 g/cm³ |
1.100 ± 50 MPa (wie gebaut) 1.150 ± 150 MPa (wärmebehandelt) |
750 ± 80 MPa 1050 ± 150 MPa (wärmebehandelt) |
13 ± 2% 18 ± 3% (wärmebehandelt) |
35 HRC Ca. 40 HRC (wärmebehandelt) |
Bei 20°C 13 W/m*K Bei 100°C 14 W/m*K Bei 200°C 15 W/m*K Bei 300°C 16 W/m*K |
|
|
Eisen Nickel Legierung Invar 36 |
485 ± 20 MPa |
380 ± 20 MPa |
33 ± 5% (wie gebaut) |
150 ± 2 HV (wie gebaut) |
|||
|
Inconel (IN625) |
8,4 g/cm³ |
xy-Ebene: 980 MPa 1000 MPa (wärmebehandelt) z-Richtung: 870 MPa 880 MPa (wärmebehandelt) |
615 ± 50 Min. 414 (wärmebehandelt)
|
xy-Ebene: 35% (wie gebaut) 35% (wärmebehandelt) z-Richtung: 48% (wie gebaut) 49% (wärmebehandelt) |
27 HRC |
||
|
Inconel (IN718) |
8,15 g/cm³ |
1010 MPa 930 MPa |
700 ± 150 (wie gebaut) Min. 1034 (wärmebehandelt) |
22 % (xy-Ebene) 26 % (z-Richtung) |
30 HRC |
||
|
Kupfer |
8,9 g/cm³ |
220 ± 10 MPa |
140 ± 20 MPa |
50 ± 10 |
415 ± 10 W/(m*K) |
Längere Standzeit, Bessere Kontrolle des Induktions-vorgangs, Kürzere Zykluszeiten |
|
|
Kupfer (RS-Kupfer) |
8,7 – 8,9 g/cm³ |
220 ± 30 MPa (wärmebehandelt) |
165 ± 20 MPa (wärmebehandelt) |
20 ± 5% (wärmebehandelt) |
62 HV [10] |
265 W/(m*K) |
Längere Standzeit, Bessere Kontrolle des Induktions-vorgangs, Kürzere Zykluszeiten |
|
Magnesium |
1,84 g/cm³ |
Wie gebaut: 265 ± 9 MPa 311 ± 20 MPa |
Wie gebaut: 114 ± 4 MPa 270 ± 14 MPa |
Wie gebaut: 10 ± 2% 19 ± 2% |
51,3 W/m*K |
||
|
Messing (RS-Messing) |
8,2 – 8,6 g/cm³ |
310 ± 30 MPa |
260 ± 10 MPa |
8 ± 3% |
|||
|
Stahl 1.2343 |
7,9 g/cm³ |
2012 ± 10 MPa 2002 ± 10 MPa |
1598 ± 24 MPa 1577 ± 35 MPa |
8 ± 1% (xy-Ebene) 8 ± 1% |
54 ± 2 HRC |
||
|
Titan Gr.5 3.7164 |
4,41 g/cm³ |
1090 ± 20 MPa |
1100 ± 90 MPa (wie gebaut) 1000 ± 20 MPa (wärmebehandelt) |
13 ± 20% MPa |
41 ± 3 HRC |
||
|
Titan Gr.23 ELI 3.7165 |
4,42 g/cm³ |
1150 MPa 1100 MPa |
1150 ± 80 MPa (wie gebaut) 1060 ± 50 (wärmebehandelt) |
8% (xy-Ebene) 9% (z-Richtung) |
320 HV |
||
|
Vergütungsstahl 1.7225 |
142 ± 20 MPa |
1280 ± 20 MPa (wie gebaut) |
15 ± 1% |
455 ± 15 HB20 (wie gebaut) |
|||
|
Werkzeugstahl 1.2709 |
8 – 8,1 g/cm³ |
1.100 ± 100 MPa (wie gebaut) 2.030 ± 70 MPa (wärmebehandelt) |
1.000 ± 100 MPa (wie gebaut) 1.950 ± 70 MPa (wärmebehandelt) |
9 ± 4% 4 ± 2% (wärmebehandelt) |
33 – 37 HRC 53 ± 2 HRC (wärmebehandelt) |
15 ± 0,8 W/m*K 20 ± 1 W/m*K (wärmebehandelt) |
|
|
Zink (Zamak 5) |
6,2 – 6,4 g/cm³ |
218 ± 40 MPa |
185 ± 15 MPa |
1,5 ± 0,5% |
85 W/(m*K) |
3D-Datencheck
Der Datencheck findet stets automatisch statt. Dieses Vorgehen garantiert eine gleichbleibend hohe Qualität. Nachdem Sie Ihre Datei auf unseren Server hochgeladen haben, prüft unsere Software die Datei im Hinblick auf ihre Produzierbarkeit. Kleine Fehler werden dabei automatisch repariert, bei größeren Fehlern werden Sie vor dem Druck informiert und anhand einer Vorschau um Zustimmung gebeten.
TIPP: Laden Sie Ihre Datei hoch und lassen Sie sie von der Software automatisch reparieren. Unter dem Punkt „Datei-Info“ können Sie sich dann die reparierte Datei herunterladen. Zudem wird die Datei in Ihrem Konto gespeichert.






